¿Cómo configurar los parámetros de procesamiento de la máquina de corte láser?
La máquina de corte láser utiliza un haz de luz invisible en lugar de un cuchillo mecánico tradicional. El modelo de utilidad tiene las ventajas de alta precisión, alta velocidad de Corte, no se limita al patrón de Corte, composición automática, ahorro de materiales, Corte suave, bajo costo de procesamiento, etc. Mejorará o reemplazará gradualmente los equipos tradicionales de corte de metales. La parte mecánica de la cabeza del cortador láser no tiene contacto con la pieza de trabajo y no puede arañar la superficie de la pieza de trabajo durante el trabajo. La velocidad de corte láser es rápida, el Corte es suave y plano, por lo general no necesita procesamiento posterior; La zona afectada por el calor de Corte es pequeña, la deformación de la placa es pequeña, el corte (0,1 mm ~ 0,3 mm); No hay esfuerzo mecánico ni Burr de corte en la incisión; Alta precisión de mecanizado, buena repetibilidad, sin daño a la superficie del material; Programación NC, puede procesar cualquier esquema, no necesita abrir el molde puede cortar toda la placa de gran formato, economía y ahorro de tiempo.
Composición del equipo de corte láser
La máquina de corte láser consiste principalmente en la fuente láser de fibra óptica, el sistema de guía de luz, el sistema de movimiento NC, la cabeza de corte de ajuste automático de altura, la Plataforma de trabajo y el sistema de soplado de alta presión. Muchos parámetros influyen en la calidad del proceso de corte láser, algunos de los cuales dependen del rendimiento técnico del láser y la máquina, mientras que otros son variables. Los principales parámetros del Corte láser son los siguientes:
1. Modo de haz
El modo básico, también conocido como modo gaussiano, es el modo de corte más ideal para láseres de baja potencia con una potencia inferior a 1 kW. Los múltiples modos son una mezcla de modos de orden superior. Bajo la misma potencia, el enfoque multimodal es pobre y la capacidad de Corte es baja. La capacidad de corte y la calidad del láser monomodo son mejores que las del láser multimodo.
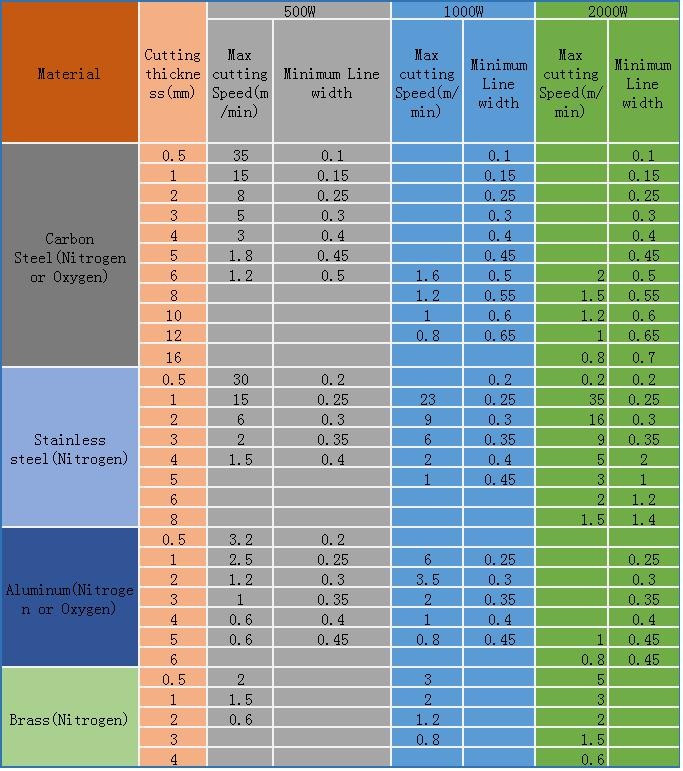
2. Potencia láser
La Potencia láser necesaria para el corte láser depende principalmente del material de Corte, el espesor del material y la velocidad de Corte. La Potencia láser tiene una gran influencia en el espesor de Corte, la velocidad de corte y la anchura de Corte. Por lo general, con el aumento de la Potencia láser, el espesor del material cortable también aumenta, la velocidad de corte aumenta, la anchura de Corte también aumenta.
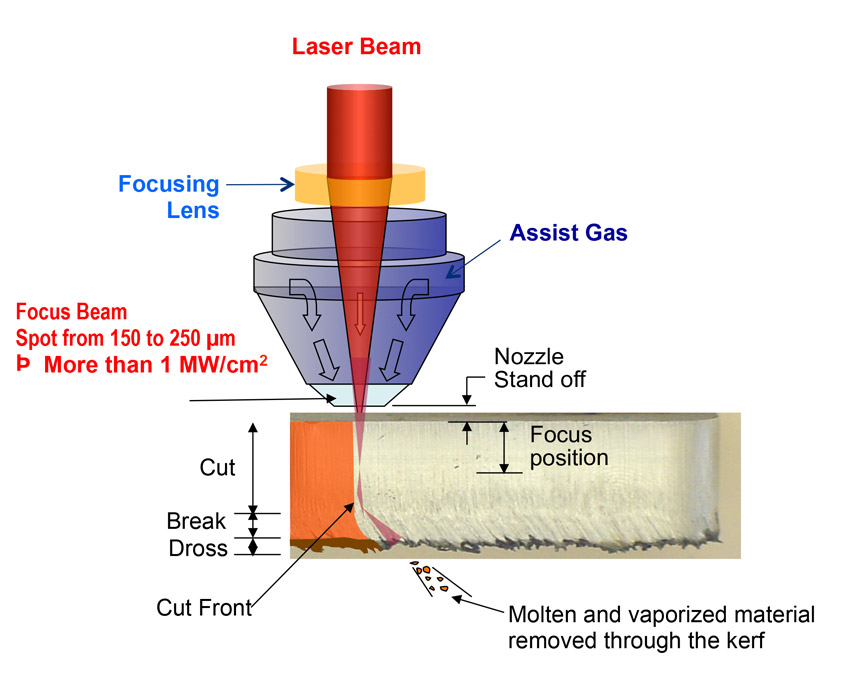
3. Posición focal
La posición de enfoque tiene una gran influencia en la anchura de la muesca. Por lo general, el enfoque se encuentra alrededor de 1 / 3 del espesor de la placa por debajo de la superficie del material, la profundidad de Corte es la más grande y la anchura de la boca es la más pequeña.
4. Tiempo de enfoque
Cuando se corta una placa gruesa, se debe utilizar un haz de longitud focal más larga para obtener una superficie de corte con buena verticalidad. La profundidad focal es mayor, el diámetro del punto aumenta y la densidad de potencia disminuye en consecuencia, lo que reduce la velocidad de Corte. Para mantener una cierta velocidad de Corte, es necesario aumentar la Potencia del láser. Se recomienda utilizar un haz de luz con una longitud focal más pequeña para cortar la placa delgada, de modo que el diámetro del punto de luz sea pequeño, la densidad de potencia sea grande y la velocidad de Corte sea rápida.
5. Gas auxiliar
El oxígeno se utiliza generalmente como gas de corte en el corte de acero de baja emisión de carbono, y el calor de reacción de combustión de oxígeno férrico se utiliza para promover el proceso de Corte. La velocidad de Corte es rápida, la calidad de Corte es buena, y el corte libre de escoria se puede obtener. La presión aumenta, la energía cinética aumenta, la cantidad de escoria aumenta; La presión de Corte está determinada por el material, el espesor de la placa, la velocidad de corte y la calidad de la superficie de Corte.
6. Estructura de la boquilla
La estructura y la forma de la boquilla y el tamaño de la salida de la luz también pueden afectar la calidad y eficiencia del Corte láser. Diferentes requisitos de Corte para elegir diferentes boquillas. Las formas comunes de la boquilla son: cilíndrica, cónica, cuadrada, etc. El Corte por láser generalmente adopta el método de soplado coaxial (el flujo de aire y el eje óptico son concéntricos), si el flujo de aire y el eje óptico son diferentes del eje óptico, es fácil producir un gran número de salpicaduras en el proceso de Corte. Con el fin de garantizar la estabilidad del proceso de Corte, es necesario controlar la distancia entre la cara final de la boquilla y la superficie de la pieza de trabajo, generalmente de 0,5 a 2,0 mm, para que el Corte se lleve a cabo sin problemas.